牙體預備達到精細化的要點
精細牙體預備是牙科修復中非常重要的一個步驟,如何讓預備更準確,效果更好,就需要牙醫在操作的過程中掌握操作細節。
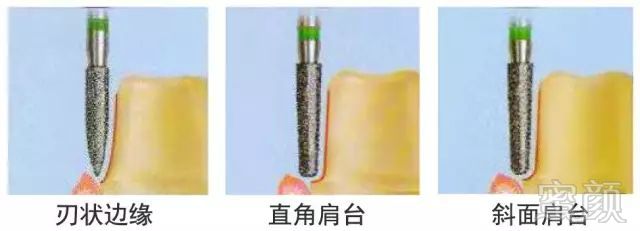
一、預備牙體邊緣種類:刃狀邊緣、直角肩臺、斜面肩臺
?
預備牙體常用車針:

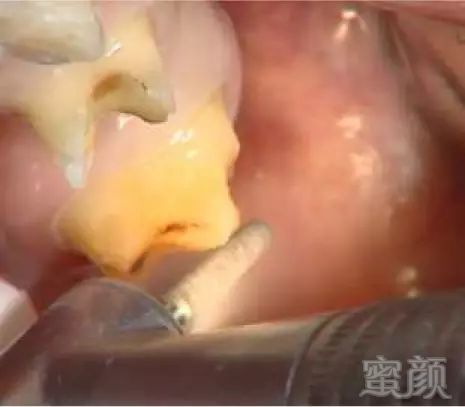 備牙后需要使用沙粒較細的車針過順,使表面平溜,更易于修復體就位。
備牙后需要使用沙粒較細的車針過順,使表面平溜,更易于修復體就位。
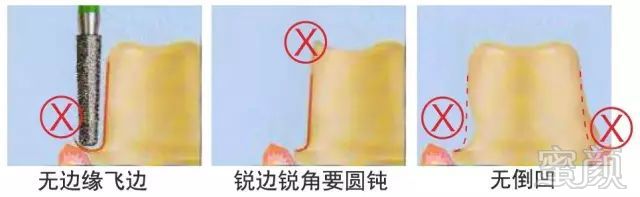
備牙注意:
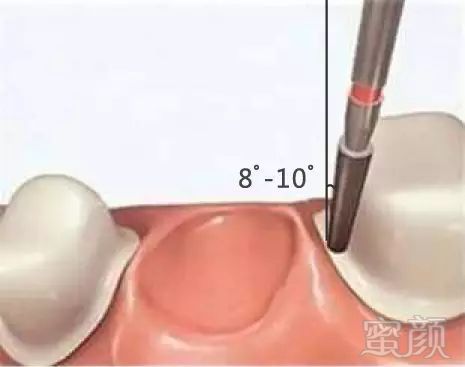 連冠或橋冠體制備時,共同就位道的取得和倒凹的消除非常重要。各個基牙選取一個共同的牙體長軸,制備每顆牙以同長軸為基準,在各個軸面內收8°-10°。
連冠或橋冠體制備時,共同就位道的取得和倒凹的消除非常重要。各個基牙選取一個共同的牙體長軸,制備每顆牙以同長軸為基準,在各個軸面內收8°-10°。
二、全瓷牙備牙要求
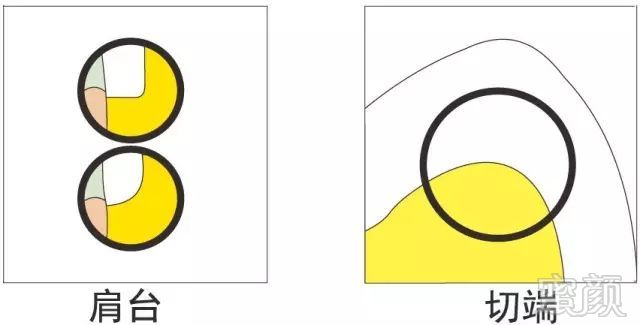
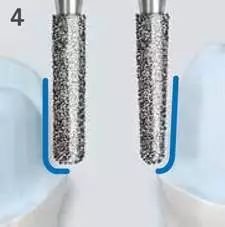
注:肩臺預備為圓鈍的軸-頸線角,寬度為0.6-1.0mm;切端要圓鈍,無銳角。
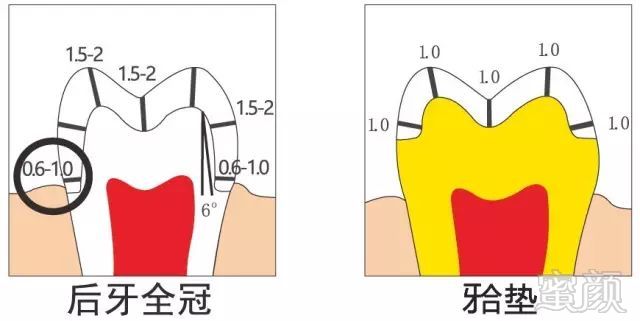
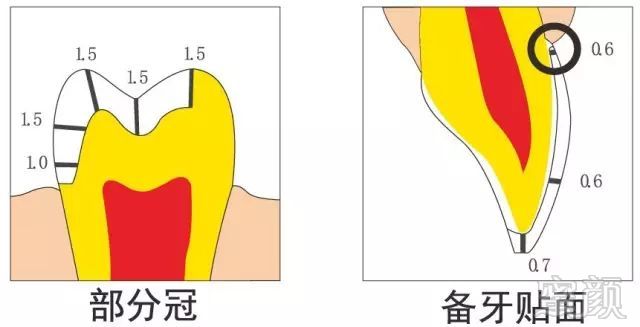
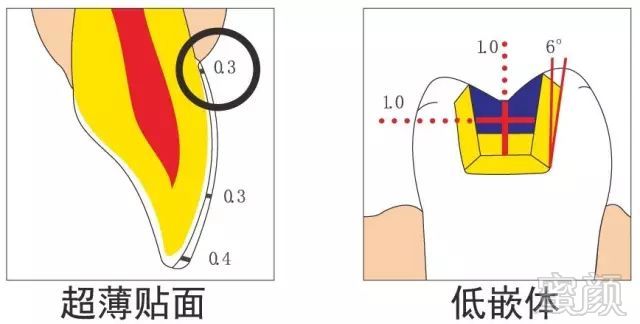
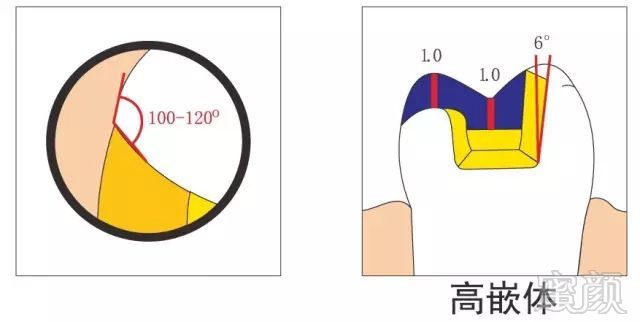
注:各軸面錐度為3°-6°,制備的軸壁要保持光滑。嵌體四邊保留角度為100°-120°。全瓷超薄貼面可不制備牙體。
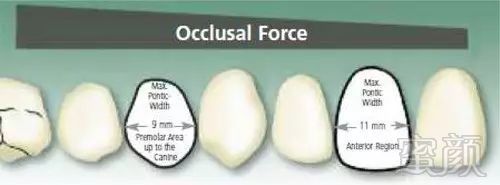
制備鑄瓷橋體時,缺失牙的跨度要求:后牙至尖牙最寬9mm,前牙至尖牙最寬11mm。
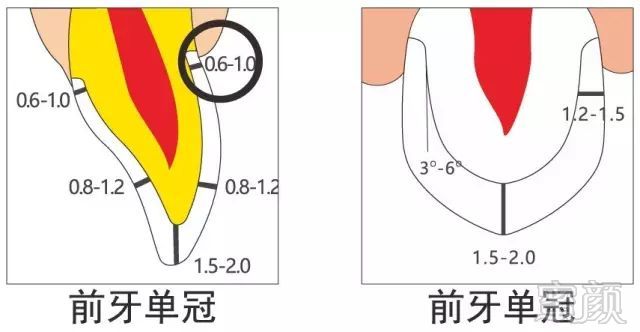
全瓷冠前牙預備
一、全瓷冠備牙量的要求:-
預備出的冠核應具備2-5度的錐度。所有邊緣都需圓鈍,避免對修復體形成破壞性張力;
-
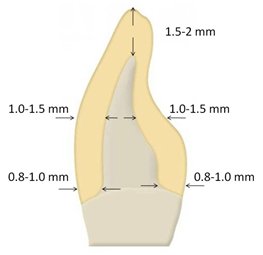
正常牙冠備除量:切端1.5-2mm,軸面1.0-1.5mm,頸緣部分須至少磨除0.8-1.0mm;
-
肩臺的寬度約為1mm左右;
-
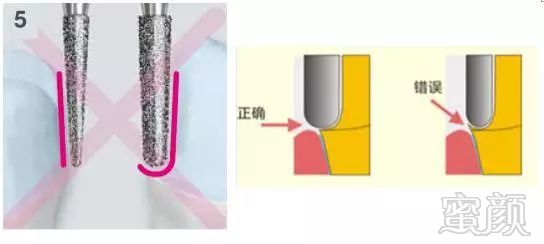
可將肩臺預備成改良平角肩臺,或凹形肩臺;
-
避免出現刃狀肩臺、飛邊、或羽狀肩臺。 在使用柱狀/錐狀圓頭的車針時特別注意:預備深度不得超過最大直徑的一半。

1)與傳統主備車針形態改變:
-
牙體預備(軸面&鄰面):金剛砂車針;
-
牙體精修:鎢鋼車針

柱形圓頭車針
(避免產生過大聚合角,無錐狀車針)
柱形斜面頭弧角車針
(前牙軸面用,避免損傷牙齦)
2)與傳統車針顆粒區別:
3)與傳統車針更關注轉速:
第一步??切端定深和預備
用金剛砂柱形圓頭車針(最大直徑1.4mm,工作長度10mm,粗顆粒),在切端磨出1.5-2mm的唇舌向定深溝,然后繼續用這根車針完成切端的預備。切端牙體預備量約1.5-2mm。
注意:最終切端為約45度唇舌向傾斜的斜面,不然會導致肩臺處的應力過大。
第二步??唇面定深和預備
用金剛砂輪形車針(工作長度0.7mm,定深1mm,標準柄,標準顆粒)在唇面制備定深溝,深度為1mm左右。然后用之前的金剛砂柱形圓頭車針(最大直徑1.4mm,工作長度10mm,粗顆粒),在唇面向近遠中軸角制備,唇面磨除量為1-1.5mm左右,近肩臺處牙體磨除量為1mm左右。軸面的預備皆在齦上預備,不傷及牙齦。
注:唇面的預備分切2/3和頸1/3兩步進行,形成弧面的預備面,可獲得足夠的唇側空間,達到美觀的效果,又不會傷及牙髓。
第三步?鄰面預備
用直徑較細的金剛砂柱形斜面頭弧角車針(最大直徑1.0mm,工作長度10mm,標準顆粒)小心制備鄰面。該車針尖端變尖,可減少損傷牙齦。可在鄰牙放置成型片,避免損傷鄰牙。應盡量控制軸面的切向聚合角為2-5度。鄰面的牙體預備量約為1-1.5mm。
第四步?舌面預備
前牙舌面的預備,分成舌側軸面和舌窩兩個部分。先用金剛砂柱形圓頭車針(最大直徑1.4mm,工作長度10mm,粗顆粒)制備舌側軸面,均勻磨除約1mm的牙體。
再用金剛砂橄欖形車針(最大直徑2.3mm,工作長度4.2mm,粗顆粒)將舌窩均勻磨除1mm。
第五步?排齦
根據齦袋的深度及附著齦的厚薄情況,選擇相應的排齦線(如0號、00號等)。避免損傷附著齦。
第六步?肩臺修整
采用金剛砂柱形圓頭車針(最大直徑1.4mm,工作長度10mm,粗顆粒)修整肩臺,形成連續、均勻的凹形肩臺。肩臺可根據實際情況制備到齦下或齊齦,前牙通常制備到齦下0.5mm。
第七步?精修
采用細刃(紅標)、形態與肩臺預備車針相同形態的鎢鋼柱形圓頭車針(最大直徑1.2mm,工作長度8mm,細刃)精修肩臺,達到光滑連續的肩臺。肩臺應預備成內角圓鈍的肩臺,寬度約1mm。
繼續用此車針精修牙體,避免過銳線角對全瓷冠產生應力集中點。此款鎢鋼車針的最佳轉速是 20000轉/分,在這個轉速下,鎢鋼車針能夠對牙體發揮最佳精修效果,又對牙體避免過多磨除,所以在使用鎢鋼車針前需要調整轉速。
為避免肩臺形成飛邊,用特殊金剛砂車針(最大直徑1.2mm,標準顆粒)調整肩臺,使得肩臺平滑連續,增加牙體與修復體的密合性。
最后用鎢鋼橄欖形車針(最大直徑2.3mm,工作長度4.2mm,細刃)將舌面精修圓鈍。車針最佳轉速20000轉/分。
精修完成效果圖
戴冠車針,去除多余粘結劑。
看完了這篇文章后,小編想告訴各位求美者,其實醫美整形行業內的潛規則很多,真與假、專業與非專業真的要抉擇好!變美和毀容有可能就在一個決策之間…文章內也不便多說…想知道如何分辨是不是選擇的醫院和醫生是正規的,大家可以點擊“在線咨詢”,小編再和大家詳聊~